|
The J. & E. Stevens Co. of Cromwell, Conn.
(Part 2)
by Sy Schreckinger – ANTIQUE TOY WORLD Magazine – April, 1988
J. and E. Stevens'
introduction of the first patented cast iron mechanical bank, the Hall's
Excelsior, resulted in immediate success. It wasn't long before the
penny-hoarding public was clamoring for new and novel savings devices.
With such incentive John Hall then designed his Race Course bank, followed
by the Tammany and the Hall's Liliput. Of interest is the fact that
Russell Frisbee, General Superintendent and partner in the J. and E.
Stevens Company, autonomously designed the Frog on Round Base bank,
utilizing the base design from Hall's Race Course bank. The unauthorized
usage of this Hall design caused a major rift between the two men.
During the period between 1866 and 1900, the "golden age" of
mechanical banks, the Stevens foundry produced approximately seventy
banks. Most were designed by inventors other than Hall or Frisbee. Classic
examples include the Panorama bank designed by James Butler; the Fowler by
Edwin Pyle; the Bank Teller and the Preacher in the Pulpit by Arthur
Gould; the Novelty bank by C. C. Johnson; Patronize the Blind Man by
William Lotz; the Acrobats by Edward L. Morris; Eagle and Eaglets by
Charles M. Henn; the Jolly Nigger, Speaking Dog, and Artillery by Peter
Adams; Bill-E-Grin by John W. Schmitt; and the Creedmoor, 'Spise A Mule,
Two Frogs, Elephant and Three Clowns, Paddy and His Pig, Reclining
Chinaman, Darktown Battery, Girl Skipping Rope, Cat and Mouse, and Clown
on Globe, all created by James H. Bowen. Charles A. Bailey designed
Germania Exchange, Indian and Bear, Professor Pug Frog, Bread Winners
bank, Darkey Watermelon, Dentist, Jonah on Pedestal, Milking Cow, Bad
Accident, Boy Robbing Bird's Nest, Magician, Hen and Chick, etc. etc. This
impressive list contributed to the establishment of J. and E. Stevens as
the undisputed worldwide leader in the production of cast iron mechanical
banks.
Several years ago, noted mechanical bank historian, Mark Haber,
acquired several volumes of Stevens Company ledgers, foundry records, time
books, correspondence and related material. Through these rare documents
Mr. Haber envisioned a visit to the Stevens Foundry, circa 1890. The
following is his imaginative interpretation of a tour through the foundry.
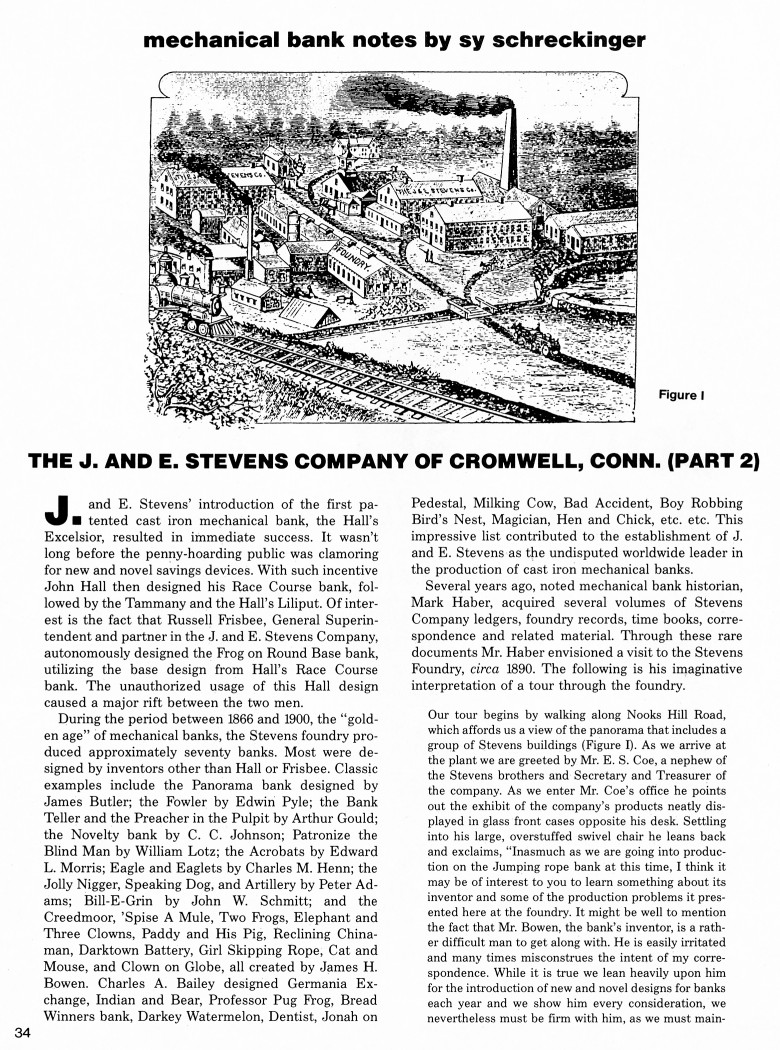
Our tour begins by walking along Nooks Hill Road, which affords us a
view of the panorama that includes a group of Stevens buildings (Figure
I). As we arrive at the plant we are greeted by Mr. E. S. Coe, a nephew of
the Stevens brothers and Secretary and Treasurer of the company. As we
enter Mr. Coe's office he points out the exhibit of the company's products
neatly displayed in glass front cases opposite his desk. Settling into his
large, overstuffed swivel chair he leans back and exclaims, "Inasmuch as
we are going into production on the Jumping rope bank at this time, I
think it may be of interest to you to learn something about its inventor
and some of the production problems it presented here at the foundry. It
might be well to mention the fact that Mr. Bowen, the bank's inventor, is
a rather difficult man to get along with. He is easily irritated and many
times misconstrues the intent of my correspondence. While it is true we
lean heavily upon him for the introduction of new and novel designs for
banks each year and we show him every consideration, we nevertheless must
be firm with him, as we must maintain a degree of company policy. From the
very beginning Mr. Bowen insisted his Skipping Rope bank be in finished
production by holiday time this year. He had only supplied us with a
preliminary model a few months earlier and I informed him that, due to its
complicated design, final production could not be accomplished before the
following year. He became quite irritated and threatened to bring his
design to another company. I then assured him we would make every attempt
to accommodate his wishes. Production of the Skipping Rope bank has proven
quite problematic from start to finish. There was difficulty in casting,
assembling, packing, breakage problems and finally, pricing, which
unfortunately, proved quite prohibitive in the present toy bank market."
Continuing with our tour of the plant, we leave the building which
houses Mr. Coe's office and enter the pattern casting building. Here we
find Mr. William G. Keighley in the process of pouring a mold with white
metal for a master pattern. Mr. Coe then introduces us to Sigmund
Weirsching and William Ward who perfect and polish these master patterns
which are then cast in bronze. They will be finished and polished and,
with gates* added, ready to be utilized in the manufacture of the actual
production bank.
Leaving the pattern casting shop we are escorted into the finishing
and buffing shop. Here the gates and rough spots are ground off the final
iron castings which are then placed in a large, waterwheel-driven tumbler
where further smoothing and polishing is accomplished. We are then
escorted to the carpentry shop, where we find George Ellis and Charles
Zeisler building cases from precut boards in which the banks will be
shipped. Across the road we are ushered into the paint shop, where we
witness an array of banks in various stages of paint finish. They are
placed along a large wooden table that runs the entire length of the room.
These dull, gray iron objects seem to come to life at the hands of women
such as Kate Ralph and Catherine Bond. At this moment, both women are busy
decorating the Skipping Rope bank. Kate is doing the striping and fine
details; she is considered the "old pro" and is usually the one consulted
when a paint or color problem is encountered by any of her other
associates, namely; Amelia David, Lena Goldthorpe, Mary Rempe, and Allena
Ralph. All of the women working in the paint shop are paid on a piece-work
basis. Their monthly salaries usually average about $20 to $30.
Leaving the paint shop we are directed to the stock room. Here banks
are packaged into individual boxes and then grouped into large wooden
crates, ready to be shipped towards their appointed destinations. We are
also shown the company grocery store where the employees can purchase
foodstuffs and tobacco at Stevens' cost.
We are now led by Mr. Coe into the foundry building. Here we see
molders pounding the fine red sand into the molds with their fists and
pouring cast iron into the hollows which will make up the various parts of
the Skipping Rope bank. Mr. Coe points out one of his best molders, Ed
Brown, also noting Ernest Twenty, Fred Twenty, Emil Swanson, Charles Ehrhardt, Axel Olson, Charles Gustafson, Edward Winkle, Tony Gillette,
Nels Peterson, Thomas Shanley, John Rook, William Alquist, Erne Campanelly,
Charles Nelson, Arthur Warner, John Gaffney, and Nels Nelson.
The pig iron bars are then readied for the furnaces. The cupola
furnaces had been previously fired up and the flames and heat are intense.
As the pig iron is deposited into the cupola, a greyish-blue cloud of
smoke belches upward and exits from the several large smoke stacks jutting
towards the sky. The molders rush to scoop up the molten iron as it
streams from the crucibles, each gathering his ration in a long-handled,
clay-lined, iron ladle and depositing it into one of the vacant molds. The
average rate of pay for a foundryman is $2.00 per hundred molds; their
average capacity is about 75-100 molds per day. A good molder can earn
$12-$14 weekly. A foundryman's day ends about 4:30 p.m., at which time we
see men and women emerging from the exits knowing they've earned a good
day's wages. Everyone well return to their job at 7:00 a.m. the following
morning.
As our tour comes to an end, Mr. Coe bids us a cordial
farewell, offering each of us a newly manufactured Skipping Rope bank,
gently cradled in its own wooden box.
* Small, flat tabs which allow the molten iron to flow
into all of the impressions made by the pattern as it was pressed onto the
sand mold.
To be concluded next month.
|